Вимірюванням називають процес визначення значення фізичної величини дослідним шляхом за допомогою технічних засобів.
Замість визначення значення фізичної величини часто перевіряють, чи міститься дійсне значення цієї величини у встановлених межах. Такий процес називають контролем.
Вимірювання виконують вимірювальними засобами. Вимірювальний засіб — це технічний пристрій для проведення вимірювань.
До технічних пристроїв належать уже відомі вам інструменти: масштабна лінійка, рулетка, кронциркуль, нутромір, косинець, малка, транспортир, кутомір, перевірна лінійка тощо.
Розрізняють прямі й непрямі вимірювання. При прямому вимірювання шукане значення величини визначають безпосередньо з дослідних даних. Наприклад, вимірювання довжини лінійкою або кута кутоміром.
При непрямому вимірюванні шукане значення величини знаходять на основі відомої залежності між цією величиною і величинами, які визначають прямим вимірюванням. Наприклад, щоб визначити діаметр D великого вала, треба виміряти довжину його кола 1, і тоді D = 1/П.
Точність вимірювань значною мірою залежить від правильного вибору вимірювального засобу. Для цього необхідно знати їх технічні характеристики (їх ще називають метрологічними показниками). До них належать: ціна та інтервал поділки, допустима похибка вимірювального засобу, межі вимірювань і вимірювальне зусилля.
Ціна поділки шкали — різниця значень величин, що відповідають двом сусіднім поділкам шкали.
Інтервал поділки шкали — відстань між двома сусідніми її позначками. У більшості вимірювальних засобів інтервал поділки становить 1—2,5 мм. Чим більшим є інтервал поділки шкали, тим зручніше відлічувати показання.
Допустима похибка вимірювального засобу — найбільша похибка, за якої ним можна користуватися.
Межі вимірювань вимірювального засобу — найбільше і найменше значення величини, яке можна виміряти цим засобом.
Вимірювальне зусилля — зусилля, що виникає в процесі вимірювань під час контакту вимірювальних поверхонь з контрольованим виробом.
Під точністю вимірювань розуміють якість вимірювань, яка відображає близькість їх результатів до дійсного значення вимірювальної величини.
Будова та призначення штангенциркуля типу ШЦ-І.
Найпоширенішим засобом вимірювання є штангенциркуль. Розрізняють два типи штангенциркулів. У технічній літературі їх скорочений запис позначають символами ШЦ-І і ШЦ-ІІ. (Учитель демонструє штангенциркулі або відповідні рисунки з підручника, а також штангенциркуль, яким будуть користуватись учні в шкільній майстерні.)
Штангенциркулі призначені для вимірювання лінійних розмірів, зовнішнього і внутрішнього діаметрів, довжини, товщини заготовки, глибини уступів, канавок тощо.
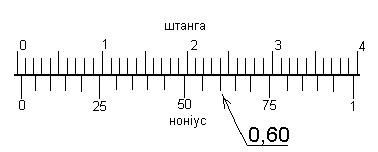
Кожен з цих інструментів має свої конструктивні особливості і точність вимірювань. Штангенциркуль ШЦ-І призначений для вимірювання розмірів у межах 0—125 мм з похибкою вимірювання до 0,1 мм. Він складається із штанги з масштабною лінійкою і двома нерухомими губками. По штанзі переміщується рамка з ноніусом і двома рухомими губками. Коли губки зімкнуто, нульові поділки ноніуса і штанги збігаються. Шкалу ноніуса з ціною поділки 0,1 мм завдовжки 19 мм поділено на 10 однакових частин. Довжина шкали ноніуса відповідає 19 поділкам шкали штанги, завдяки чому одна поділка ноніуса дорівнює 1,9 мм.
Під час вимірювання рамку переміщують по штанзі, поки робочі поверхні губок щільно доторкнуться деталі. Щоб відчути щільність прилягання губок інструмента до поверхні деталі, розміри якої вимірюються, необхідно злегка «качнути» інструмент. Упевнившись, що його губки розмістилися без перекосів, закріпити гвинтом 3 рухому рамку, прочитати показання розміру, що вимірюється. При цьому напрямок погляду повинен бути спрямований вперед. Неправильний погляд призводить до зчитування неправильних розмірів.
Відлік цілих міліметрів виконується до нульового (першого) штриха ноніуса, а десяті частки міліметра визначають за штрихом ноніуса, який збігається зі штрихом штанги. Наприклад, нульовий штрих ноніуса пройшов 39-й штрих на штанзі і не дійшов до 40-го, а сьома поділка ноніуса збіглася з одним із штрихів штанги. Вимірюваний розмір буде 39 + 0,7 = 39,7 мм.
Для вимірювання зовнішніх розмірів користуються внутрішніми поверхнями тупих губок, а для вимірювання внутрішніх розмірів зовнішніми поверхнями гострих губок. Глибину отворів пазів або виступів вимірюють висувним глибиноміром, причому результат зчитують так само, як і при вимірюваннях губками.
Для робіт, що виконуються з більшою, ніж до 0,1 мм точністю, застосовують штангенциркуль ШЦ-ІІ, що дає точність відліку 0,05 мм.
| 

