Прийоми паяння м'якими припоями. При ручному паянні застосовують паяльники різних конструкцій. Процес паяння починають з підготовки місць спаю, потім після припаювання очищають шов. Підготовка місць спаю складається звичайно з механічного очищення поверхонь деталей (напилком, шабером, піскоструминним апаратом та ін.), знежирювання, травлення і складання під паяння. Іноді деталі перед паянням попередньо лудять. Зазори між з'єднуваними поверхнями після складання під паяння повинні бути в межах 0,05—0,15 мм у зазори менш як 0,05 мм м'які припої не проникають, а зазори більш як 0.15 мм знижують міцність спаю.
Коли для паяння користуються твердими припоями, зазори допускаються в межах 0,5—1 мм і більше.
Складні вузли складають у пристроях, що фіксують взаємне розміщення деталей. Вибір паяльника залежить від форми і розмірів з'єднуваних деталей, а також від характеру паяльних робіт. Здебільшого застосовують молоткові паяльники. Торцеві паяльники використовують звичайно тільки для паяння у важкоприступних місцях.
Підготовка паяльника складається із заправляння його напилком під кутом 25—40°, зняття задирок і старанного облуджування припоєм. Зачищений паяльник нагрівають у горні або на вогні паяльної лампи до 350—400 С, потім його швидко знімають з вогню, очищають (зануренням у хлористий цинк) від окалини, що утворилася, після чого робочою частиною паяльника захоплюють певну дозу припою і кількома тертьовими рухами по шматковому нашатирю залуджують припоєм.
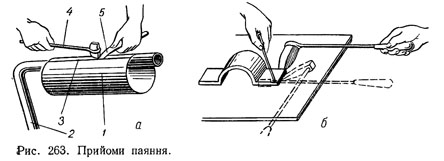
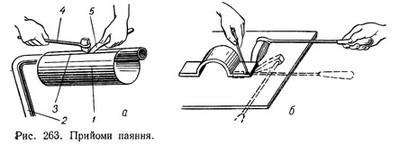
На підготовлене до паяння з'єднання наносять хлористий цинк чи інший флюс, а потім вводять припій. На рис.а, показана приклад паяння труби 1 по шву 3. Труба розміщується на пристрої — підтримці 2. Під час паяння паяльник 4 тримають у правій руці, а в лівій — кусок припою 5.
Щоб мати доброякісний шов, треба старанно розтерти паяльником припій по місцю паяння до повного залудження. Якщо при цьому якась частина шва не залуджується, то необхідно зачистити це місце заново.
У процесі паяння робоча частина паяльника повинна лежати на спаї всією поверхнею.
Тільки в такому разі забезпечується швидке прогрівання місця спаювання і заповнення його припоєм.
При паянні деталей у розплавлених солях звичайно використовують електричні соляні ванни для термічної обробки інструмента і соляні електродні однофазні і трифазні печі з автоматичним регулюванням температури.
Прийоми паяння твердими припоями. Паяння твердими припоями можна здійснювати різними способами.
У випадку паяння газополуменевими пальниками місця спаю нагрівають полум'ям паяльних ламп або газових пальників. Для нагрівання дрібних деталей користуються паяльною лампою або пальником, що працює на освітлювальному газі чи ацетилені. Для нагрівання великих деталей використовують спеціальні і звичайні зварювальні киснево-ацетиленові пальники.
В разі паяння зануренням деталей у ванну з розплавленими солями припій попередньо, ще в твердому вигляді, прикріплюють до місця спаювання деталей.
Коли застосовують паяння у печах, деталі нагрівають із заздалегідь нанесеним флюсом і припоєм. У ряді випадків паяння здійснюють у печах з електричним обігріванням у захисній атмосфері (водню чи аміаку), яка оберігає метал від окислення. Такий спосіб паяння в умовах масового виробництва деталей дає змогу застосовувати механізацію й автоматизацію процесу і разом з тим забезпечує високу якість паяних з'єднань.
Найраціональнішим способом є паяння з нагріванням струмами високої частоти.
Однак у практиці слюсарної обробки найчастіше паяння твердими припоями здійснюється за допомогою паяльних ламп, газових пальників та в горнах.
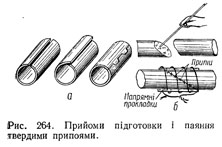
Перед паянням з'єднувані частини деталі (виробу) старанно очищають від бруду, окалини, жиру і складають з урахуванням зазорів під паяння. При паянні твердими припоями заготовки залежно від призначення можна з'єднувати в стик, внапусток і рідше взамок (рис. а). Потім місця спаю вкривають флюсом (бурою), укладають припій і скріплюють м'яким дротом, щоб з'єднувані частини не змістилися (рис. 6). Після такої підготовки деталь обережно вводять у зону полум'я паяльної лампи чи пальника і стежать за процесом плавлення. Спочатку нагрівати місце спаю треба повільно. Коли здута бура осяде, нагрівання посилюють і продовжують доти, поки припій повністю не розплавиться і не заллє місце з'єднуваних частин деталі. Щоб прискорити розтікання припою в зазори з'єднання, місце спаю вкривають флюсом і злегка водять по ньому загостреним залізним дротиком. Спаяним деталям дають повільно охолонути; таке уповільнене охолодження підвищує міцність з'єднання.
Паяти можна і в такій послідовності. Підготовлену деталь покривають флюсом і нагрівають. Коли температура нагрівання буде достатня для розплавлення припою, вводять припій у спай і стежать за його розплавленням та розтіканням по шву. Після закінчення паяння дають деталі охолонути, зачищають шов від зайвини наплавленого припою, потім промивають і висушують деталь. |